
一、风电用紧固件特点
风电及固件在技术上有系列特点:高强度、高精度等级,服役条件严酷,它将随主机组常年经受酷暑严寒和极端温度的考验,承受高温、低温的侵蚀:功率高,最高达到6MW机组,速差大、震动、腐蚀、重载等;除受到轴向预紧拉伸载荷的作用外,还会在工作中收到附加的拉伸交变裁荷、横向剪切交变载荷或者由此复合而成的弯曲载荷的作用,伴随着还受到冲击载荷,附加的横向交变载荷会引起螺桂的松动轴向交变载荷会引起螈栓的疲劳断裂。而在环境介质的作用下,轴向拉伸载荷会引起螺栓的延迟断裂,以及高温条件下引起螺栓的蠕变等。
风力发电机组由于其动力源的随机性,运行环境的恶劣性,制造和安装的特殊性以及维修成本的昂贵性,对于螺栓连接提出了极高的要求,需要从其固有的特点出发,在结构设计、制造工艺、车间生产以及现场装配都要采取必要的措施,确保螺栓连接的可靠性。
风电用高强度螺栓大部分选择10.9级,少量使用8.8级和12.9级。风电用高强度紧同件受原材料性能的影响比较大。外观质量、低倍组织、脱碳层深度织(晶粒度)和顶锻实验等7个方面对高强度紧固件的质量都有重大影响。
国内目前风电机组使用紧固件大致分为以下几类:
(1) 塔筒螺栓:即风力发电机组塔筒上使用的螺栓,主要使用的是GB/T1228~1231、DIN6914~6916以及DAST等六角头钢结构螺栓连接副;
(2) 整机螺栓即风力发电机组上使用的螺栓,主要使用的是GB/T5782、GB/T5783、GB/T70.1、GB/T6170、GB/T97等六角头螺栓,螺母和垫片;
(3) 叶片螺桂:即风力发电机组叶片与轮毂连接使用的螺栓,主要使用的是来图定制的非标双头螺柱。
二、材料要求
风力发电设备技术大多数从欧洲引进,按照高强度紧同什标准,风电用高强度紧同件比较复杂,广泛使州含碳帚为0 Z5~0.55的中碳钢和中碳合金钢。现国内外风电使用的紧固件一览表,见表1:

表1 风电用高强度螺栓材料国内外牌号一览表
一般情况下风电用螺母选用45、35钢,有些产品指定用35CrMoA钢;垫圈材料均为45钢。
螺栓、螺钉、螺柱、螺母和垫圈所选用的材料的元素直接关系到紧固件的机械性能,不能低于推荐材料的机械性能。其他的检验项目和标准见表2:
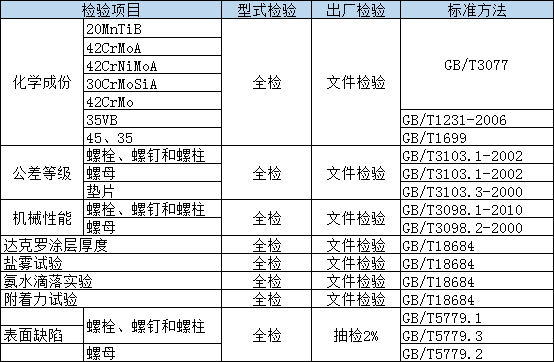
表2 检验项目作标准
三、性能要求
1、通用要求
GB/T3098.1-2010《紧固件机械性能螺栓、螺钉和螺柱》中对各等级紧固件有具体的数据,风电用螺栓大多选用10.9级强度,硬度等级为32~39HRC,抗拉强度≥1040Mpa,断后伸长率≥9%,断后收缩率≥48%,低温冲击吸收能量Akv(-40~45℃)≥27J,紧固件生产厂家需要将制作螺栓、螺钉和螺柱的材料制作成试样,按照GB/T3098.1-2010《紧固件机械性能螺栓、螺钉和螺柱》中规定的FFl类和FF2类“全能承载能力的螺栓、螺钉或螺柱成品”实验项目进行机械和物理性能试验,全部符合GB/T3098.1-2010中规定的要求。
风电螺栓为了达到GB/T3101.1-2002B级产品的要求,直线度误差为:≤0.0025XL+0.05(其中L为螺栓的公称长度),一般在热处理后经过矫直才能达标。
螺母机械性能应符合GB/T3098.2-2000中规定的全部标准。
2、螺栓机械性能
风电用高强度螺栓必须保证扭矩系数,同批次紧固件扭矩系数平均值为0.11~0.15,扭矩系数标准偏差应≤0.01。在保证预紧力为屈服强度的75%的情况下进行扭矩系数实验。风电用高强度螺栓,由于表面采用了达克罗涂层,扭矩系数要靠安装时涂抹Mos2来保证。如果螺纹表面和垫片作用而均涂抹MoS2,扭矩系数—般取值O.08~0.12,扭矩系数标准偏差应≤0.01。如果只在螺纹表面滁抹M0S2,扭矩系数值则会相应的略有提高,螺栓的直径越大,提高越明显。试验方法按照GB/T50205-2001《钢结构工程施工质量检验收规范》执行。每一个螺栓连接副包括1个螺栓、1个螺母利2个垫圈并应分属同批制造。
用于通孔连接的螺栓由供席商直接提供达克罗(锌铬涂层)后的扭矩系数;用连接的螺栓由供应商提供扭矩系数。
高强度螺栓连接副的扭矩系数直接关系到风电机组安装过程中高强度螺栓的紧固力,扭矩系数下均值及标准偏差的不准确性,会直接导致螺栓连接副紧固力的超拧或欠拧,对工程安装质量产生影响。
GB/T1231-2006标准中对钢结构用高强度大六角螺栓连接副扭矩系数的实验方法及验收做了严格规定。GB/T50205—2001《钢结构工程施工质量检验收规范》标准中也对钢结构用高强度六角螺栓连接副的验收进行了说明与规定。但是,随着高强度大六角头螺栓连接副应用范围的扩大,尤其是随省风电机组装机容量的增加,对螺栓连接副扭矩系数的重视程度逐渐提高。
四、尺寸与公差要求
紧固件尺寸公差和几何公差应严格按照等级所对应的尺寸和几何公差规定要求执行;直线度、全跳动按照GB/T3103.1-2002B级执行,其余未注公差按GB/T3103.1-2002、GB/T3103.3-2000Cc级执行。螺栓和螺母螺纹的基本尺寸按GB/T196-2003粗牙普通螺纹的规定,螺栓螺纹公差带镀前6g级按照GB/T197-2003执行;镀后6h级按照GB/T5267.2-2002执行。螺母螺纹公差带镀前6G级按GB/T197-2003执行;镀后6H级按照GB/T5267.2-2002执行。螺栓的螺纹端按GB/T5779.1、GB/T5779.2规定。
螺纹牙侧表面粗糙度的最大参数值Ra应不小于3.2um。螺纹必须在热处理后滚轧牙型,不允许机加工出螺纹。螺纹长度必需根据需方要求加工。
五、质量要求
螺栓连接副应进行表面防腐蚀处理。达克罗防腐的紧因件,防腐符合GB/T5267.2-2002或GB/T18684-2002锌铬涂层技术条件;至少720小时的盐雾试验。防腐处理必须保证不会降低紧固件的机械和物理性能。
金相显微组织检测按照GB/T13298-1991执行,淬火马氏体约90%、回火索氏体90%组织检测;按照GB/T3098.1-2010进行脱碳试验,低倍组织按GB/T1979-2001疏松、偏析缺陷≤1.5~2级进行检测,按照炉批号每批次3件随机抽检。
表面裂纹试验按照GB/T4730.4-2005中9.1.b款“紧固件和轴类零件不允许任何横向缺陷显示”执行;超声波探伤试验所有检验验收标准执行JB/T4730.3-2005中4.6款《螺栓坯件的超声检测和质量分级》中I级要求。
产品应具备完成的质量证明书和合格证,M27以上高强度螺栓每种规格、每批批次必须有第3方检测机构出具的高强度螺栓机械性能检测报告,检测项目按GB/T3098.1-2010执行。
六、风电紧固件制造工艺
风电高强度紧固件的制造工艺除冷镦工艺外,还有温锻、冷挤压以及切削加工等。而温锻螺栓生产工艺流程为:冷拔一下料一温锻成型一六角整形一淬火和回火一加工螺纹一表面处理。风电用高强度螺栓需要经过球化《火和调质两道热处理,使其强度级别达到10.9级。
对10.9级及以上高强度螺栓而言,淬火组织的均匀性尤为重要。为确保高强度螺栓淬火时奥氏体化充分,淬火组织均匀,无未溶铁素体及非马氏体组织外,应充分重视淬火态组织的金相分析。国外的高强度螺栓螺栓热处理很重视充分奥氏体化,确保其组织的均匀性,以获得最佳的强韧性的配合,保障螺栓服役时的安全。国内高强度螺栓制造商对此尚未引起足够的重视,普遍存在的问题是螺栓淬火组织的不均匀性。这种不均匀性在随后的回火过程中是不能被消除的;虽然螺栓的强度及硬度值可以达到10.9级性能的要求,但由于组织均匀性差,螺栓含铁素体量较多的区域,易造成早期的走效。因此,早热处理调质工艺中应加强成产过程的控制。
近年来,表面处理中的转化膜技术发展较快,在高强度紧固件上,螺栓采用较多的是磷酸盐(磷化)或氧化(发黑)上油的表面处理方式,螺母,垫圈则一般采用磷皂化工艺。风电用高强度紧固件,为减少酸洗利电镀等过程中产生氢脆的危险性保证10年的使用寿命,采用喷丸+非典接达克罗涂层,它对户外紧固件的保护作用有机械屏蔽作用、自钝化作用以及牺牲阳极电化学保护良好的表面防腐的作用,涂覆层应大于8~12微米,耐盐雾试验可达到1000h以上。